Турбоабразивная обработка
 / Полезные статьи / Справочная информация / Абразивы / Виды абразивной обработки / Турбоабразивная обработка / / Полезные статьи / Справочная информация / Абразивы / Виды абразивной обработки / Турбоабразивная обработка /
 Турбоабразивная обработка является финишным процессом обработки. Способ предназначен для механизации и автоматизации технологических процессов: полирования заготовок сложной формы, снятия заусенцев и скругления острых кромок, образующихся после различных операций обработки резанием, подготовки заготовок под покрытия, удаления окалины, нагара и т. п. Способ основан на использовании техники псевдоожижения сыпучих материалов и заключается в создании абразивного кипящего (псевдоожиженного) слоя, в который погружают обрабатываемую заготовку, задавая в зависимости от ее формы различные виды движения (вращательное, планетарное и др.). Турбоабразивная обработка является финишным процессом обработки. Способ предназначен для механизации и автоматизации технологических процессов: полирования заготовок сложной формы, снятия заусенцев и скругления острых кромок, образующихся после различных операций обработки резанием, подготовки заготовок под покрытия, удаления окалины, нагара и т. п. Способ основан на использовании техники псевдоожижения сыпучих материалов и заключается в создании абразивного кипящего (псевдоожиженного) слоя, в который погружают обрабатываемую заготовку, задавая в зависимости от ее формы различные виды движения (вращательное, планетарное и др.).
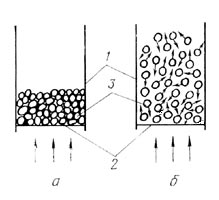
Кипящий слой абразивных зерен создают следующим образом (рис. 1): в емкость цилиндрической или прямоугольной формы, дном которой служит специальная газораспределительная решетка, насыпают слой абразивных зерен, затем через решетку подают снизу вверх поток воздуха. При малой скорости воздушного потока слой остается неподвижным, постепенное увеличение скорости приводит к уравновешиванию твердых частиц силой гидродинамического давления, при этом слой расширяется, становится вязким и текучим, т. е. приобретает свойства жидкости.
При дальнейшем увеличении скорости воздушного потока зерна начинают совершать пульсационные перемещения в вертикальном и горизонтальном направлениях, интенсивно перемешиваясь вследствие турбулентности воздушного потока. При столкновении зерна получают вращение которое является причиной возникновения поперечной силы, перемещающей их перпендикулярно направлению воздушного потока и являющейся источником хаотического движения в кипящем слое.
В такой кипящий слой абразивных зерен можно поместить заготовку любой конфигурации, и при соударении зерен с поверхностью заготовки съем металла будет происходить путем микрорезания либо усталостного разрушения. Малые скорости движения зерен в кипящем слое (0,1-0,5 м/с) и малые силы соударения обусловливают низкотемпературный характер процесса, а большое число соударений зерен с каждым участком поверхности заготовки - получение однородной микрорельефа поверхности. При неподвижной заготовке, погруженной в кипящий слой, интенсивность съема металла весьма мала мкм/мин), и такой процесс экономически неэффективен.
Значительное увеличение интенсивности съема металла достигнуто путем сообщения заготовке вращательного движения вокруг собственной оси или планетарного с линейной скоростью 15-25 м/с. В этом случае съем металла в 200-300 раз выше, чем при неподвижной заготовке и достигает 1,5-6 мкм/мин в зависимости от обрабатываемого материала. Ограничением скорости вращательного движения заготовки является образование пограничного воздушного слоя, затрудняющего доступ зерен к поверхности обработки. Отрицательное влияние пограничного воздушного слоя возрастает с увеличением скорости вращения заготовки, с уменьшением размера, массы и скорости движения абразивных зерен в кипящем слое.
Другим фактором, способствующим увеличению интенсивности съема металла, является использование более крупных абразивных зерен, что приводит к увеличению глубины их внедрения и, соответственно, к увеличению ширины единичных царапин. Так, при увеличении зернистости от 16 до 63 средняя глубина царапины возрастает с 0,31 до 0,65 мкм, т. е. в два раза, а средняя ширина царапины от 0,9 до 2,5 мкм, или почти в три раза.
Помимо этих факторов интенсивность съема металла существенно зависит от расположения обрабатываемой поверхности по отношению к плоскости распределительной решетки и расстояния обрабатываемой поверхности от плоскости распределительной решетки.
Эксперименты показали, что наиболее предпочтительной схемой обработки является такая, при которой ось детали расположена в горизонтальной плоскости. В этом случае соударение зерен с обрабатываемой поверхностью происходит под более благоприятными углами. Это достигается более интенсивным движением зерен в вертикальном направлении, чем в горизонтальном, за счет восходящего потока воздуха. Зерна, встретившись с обрабатываемой поверхностью, успевают пройти некоторый путь по касательной вследствие высокой относительной скорости вращения заготовки. Таким образом, происходит одновременная работа двух составляющих силы резания Ру и Рz.
Обработанная поверхность после турбоабразивной обработки имеет микрорельеф, состоящий из большого количества микроцарапин, которые создают матовую поверхность.
Турбоабразивная обработка положительно влияет на состояние поверхностного слоя металла, создает остаточные напряжения сжатия. Положительным качеством этого метода обработки является отсутствие шаржирования поверхностей стальных заготовок, являющееся результатом малых значений нормальных сил резания. При обработке прерывистых поверхностей заготовок из цветных металлов возможно шаржирование поверхности абразивными зернами на незначительную глубину, которое удаляется химическим травлением.
Всестороннее исследование качества поверхности показывает, что турбоабразивная обработка позволяет получать однородный микрорельеф с достаточно малой шероховатостью без внесения каких-либо отрицательных изменений в поверхностном слое металла.
Процесс турбоабразивной обработки заготовок сложной формы позволяет механизировать и автоматизировать ручные операции полирования, снятия заусенцев, скругления острых кромок, технологии вручную, а также подготовки заготовок под гальванические, металлические и лакокрасочные покрытия.
Разработана гамма промышленных полуавтоматических установок для турбоабразивной обработки заготовок диаметром от 50 до 1200 мм. На установке возможна одновременная обработка партии заготовок. Обработка на промышленных установках осуществляется в полуавтоматическом цикле, что позволяет организовать обслуживание двух-трех установок одним оператором. |



 540-56-15")
 Корзина
Корзина